







石油套管的淬火处理工艺
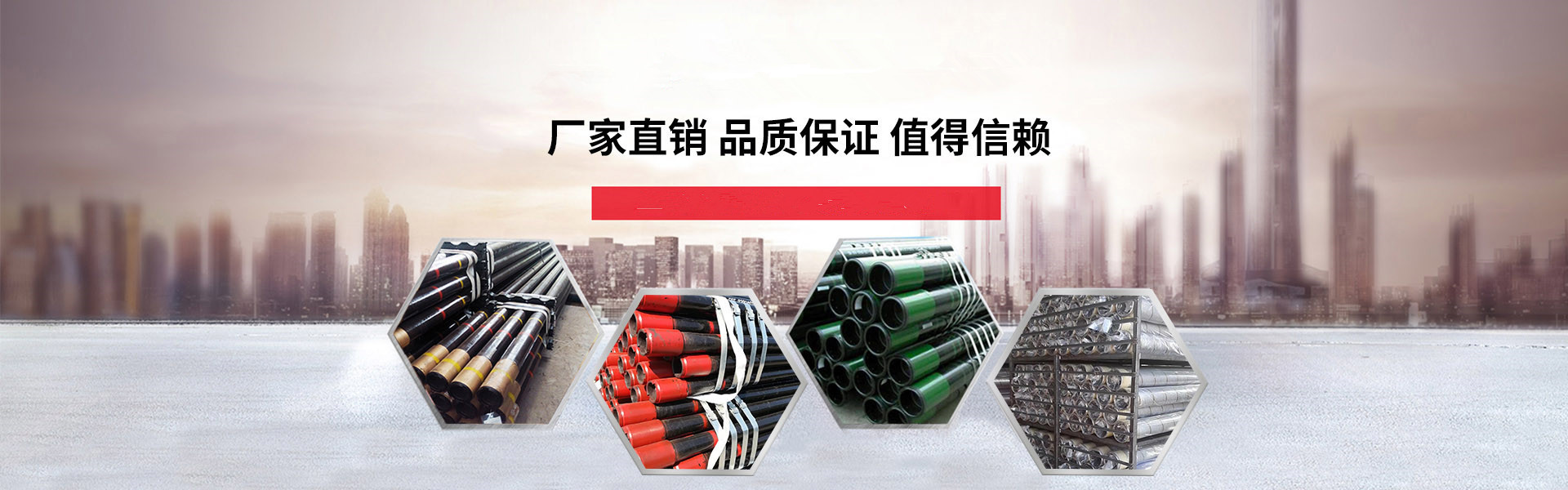
发布时间: 2022-10-25石油套管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。
很遗憾,因您的浏览器版本过低导致无法获得最佳浏览体验,推荐下载安装谷歌浏览器!

石油套管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。
1.热轧(挤压无缝钢管) :圆管坯-→加热→穿孔→三辊斜轧、连轧或挤压+脱管+定径(或减径) →冷却- +矫直+水压试验(或探伤)-→标记- +入库 2.冷拔(轧)无缝钢管:圆管坯一+加热-→穿孔→打头+退火- +酸洗→涂油( 镀铜)→多道次冷拔 (冷轧)→坯管- +热处理-→矫直- +水压试验(探伤)→标记 +入库
(1)J55石油套管按SY/T6194-96规定,套管长度不定尺,其范围8-13m。但不短于6m的套管可以提供,其数量不得超过20%。 (2)J55石油套管的内外表面不得有折叠、发纹、离层、裂纹、轧折和结疤。这些缺陷应 掉, 不得超过公称壁厚的12.5%。 (3)接箍外表面不得有折叠、发纹、离层、裂纹、轧折、结疤等缺陷。 (4)J55石油套管及接箍螺纹表面应光滑,不允许有毛刺、撕破及足以使螺纹中断影响强度和紧密连接的其他缺陷
油套管是石油钻采工程中要求高、用量大的深度机械加工产品。运用螺纹将单根油套管衔接成为长达数千米能接受数百大气压的长管柱—管状高压容器。1924年API拟定了油井管规范,油套管接头螺纹是每英寸10牙和每英寸8牙的V型螺纹,但后来被API 8牙圆螺纹及偏梯型螺纹替代,并沿用至今。API SPEC 5B规范规定常用套管螺纹为圆螺纹(简写CSG)和偏梯形螺纹(简写BCSG)。我国油气田一般普遍选用这两种螺纹接头。跟着我国油气的勘探开发,尤其是深井、超深井、高压气井、定向井、含硫化氢等井的增多都对油套管接头的运用性能提出更高要求,API圆螺纹及偏梯型螺纹的气密性、衔接强度、耐腐蚀已不习惯要求了,特别扣螺纹接头应运而生。


